工法概要
本ME溶接継手工法は、コンクリート構造物の大型化・高強度化及び近年不安視されたいる人材不足に対応する省力化に対応した鉄筋継手(エンクローズ溶接継手)です。
本工法は、異形棒鋼の各鉄筋径に対応した専用治具を用いることで、鉄筋継手の品質性能と施工効率を高めることを可能にした継手工法です。
鉄筋の溶接を、炭酸(不活性)ガスにてシールドするための炭酸ガス噴出口を有する特殊な専用治具にて覆い(エンクローズ)、半自動炭酸ガスアーク溶接用の溶接装置を用い連続的に継手します。
下向き(梁筋)溶接
横向き(柱筋)溶接
ME溶接継手工法の特徴その1
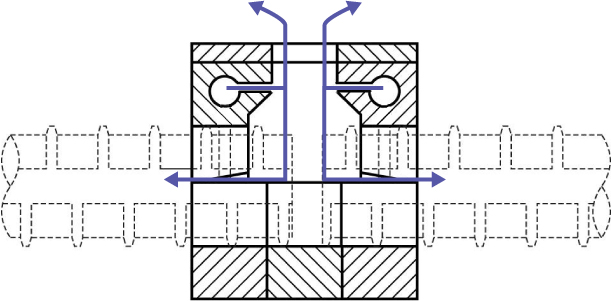
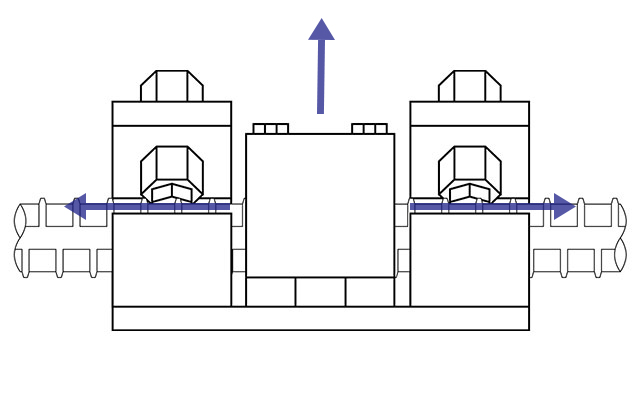
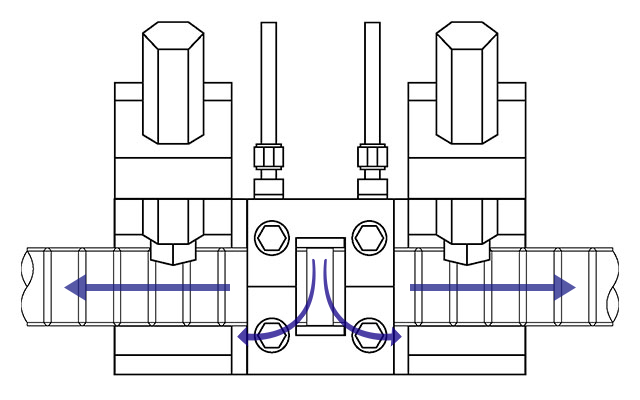
当社工法は、このような鉄筋溶接継手の欠点を解消した工法です。ガスシールド4面では、図に示すキャップと呼ばれる不活性ガスの噴出口を設けた専用治具を使用します。
溶接部をキャップで囲い込み、そこに不活性ガスを噴出することにより、溶接部全体を不活性ガス雰囲気(プラス圧)にします。
さらに軸部に設けた不活性ガス噴出口をエアカーテンとし、強風時においても軸部から治具内(溶接部内)に大気が混入することを防ぎます。
このキャップ(不活性ガス雰囲気にする)を使用した工法こそ、エンクローズ溶接と呼べるのです。
治具写真
ボディ





キャップ



本継手工法で使用できる位置の例
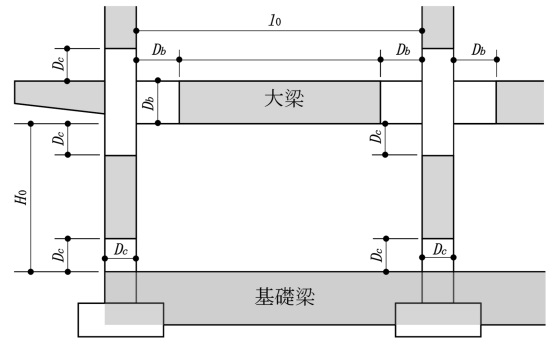
網掛け部が本工法の使用可能範囲
継手の種類と使用の可否(A級継手)
| 計算方法 | 使用箇所 | 部材種別 | 集中度 | ||
|---|---|---|---|---|---|
| 全 | 半 | ||||
| ルート1、2-1、2-2、又は壁式構造 | a | ・大ばりの中央域の主筋 ・小ばりの主筋及びスラブの引張り鉄筋 |
○ | ○ | |
| b | ・柱とはりの材端域の主筋 ・壁ばりの主筋及び1 階の耐力壁脚部の縦筋 |
○ | ○ | ||
| c | ・その他の鉄筋 | ○ | ○ | ||
| ルート3 | a | ・大ばりの中央域の主筋 ・小ばりの主筋及び引張鉄筋 |
○ | ○ | |
| b | ・耐震設計上、降伏ヒンジが形成される材端域の主筋及び1 階の耐力壁脚部の鉄筋 | FA | ↓ | ↓ | |
| FB | ↓ | ○ | |||
| FC | ○ | ○ | |||
| FD | ○ | ○ | |||
| WA,WB | ○ | ○ | |||
| WC,WD | ○ | ○ | |||
| c | ・上記以外の材端域の主筋 | FA | ○ | ○ | |
| FB | ○ | ○ | |||
| FC | ○ | ○ | |||
| FD | ○ | ○ | |||
| WA,WB | ○ | ○ | |||
| WC,WD | ○ | ○ | |||
| d | ・その他の鉄筋 | FA | ○ | ○ | |
| FB | ○ | ○ | |||
| FC | ○ | ○ | |||
| FD | ○ | ○ | |||
| WA,WB | ○ | ○ | |||
| WC,WD | ○ | ○ | |||
注)表中の全と半は、それぞれ全数継手と半数継手を示し、〇と×はそれぞれ継手の使用の可否を示す。↓は〇印のついている下位の部材種別と仮想して計算してある場合には、当該継手を使用しても良いことを示す。部材種別の記号、FA、FB…、WDは昭55建告第1792号第4に示されている部材種別の記号である。 |
|||||
ME溶接継手工法の特徴その2
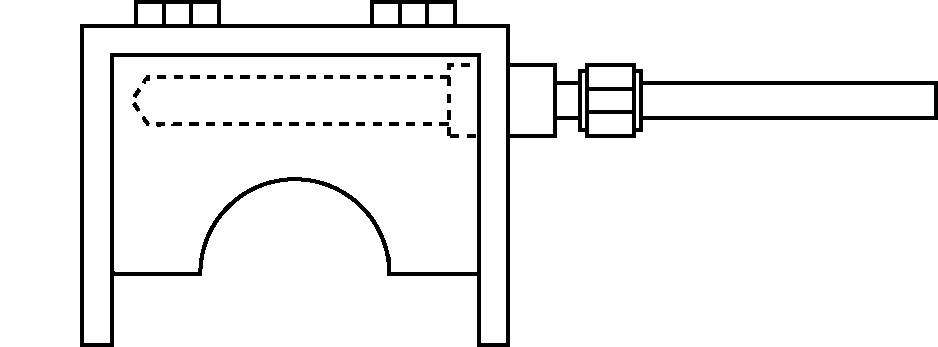
溶着金属が流出しないために使用する治具を本工法では「ボディ」と呼びます。
下図に示すように、銅板を鉄筋径に合わせて加工したものを使用します。銅板は簡単に交換できるので、常によい状態で溶接することができます。
また、前述した通り「裏当て材」は使用しないので、目視外観検査において全周確認することができます。
下向き









横向き









ME溶接継手工法の特徴その3
※矢印はシールドガスの流れです