
溶接継手は全てエンクローズ溶接?
現在、市場には溶接継手と呼ばれる工法は種々あります。
溶接継手はそのものズバリ、鉄筋を溶接して継ぐ場合に使用される言葉で、突き合わせ溶接やフレア溶接があります。
エンクローズ溶接は、突き合わせ溶接に含まれますが、その溶接方法の違いから単に突き合わせ溶接と呼ばずにエンクローズ溶接と呼びます。本工法もエンクローズ溶接です。
エンクローズ溶接とは、溶接部を「不活性ガス雰囲気」に保つための治具を使用します。溶接部を大気からすっぽりと遮蔽できる、それがエンクローズ溶接です。
本工法、ME溶接継手工法の特徴を以下に紹介したいと思います。
では、溶接継手とは?
梁筋左右(柱筋であれば上下)の接合する鉄筋の端面を密着させず、開先(隙間)をあけ、その部分を半自動溶接(溶材はワイヤ)にて、鉄筋端面(母材)を十分に溶かし込みながら、<図1>に示すようにその隙間が無くなるまで溶材を盛り続け成形します。

溶接と大気の関係
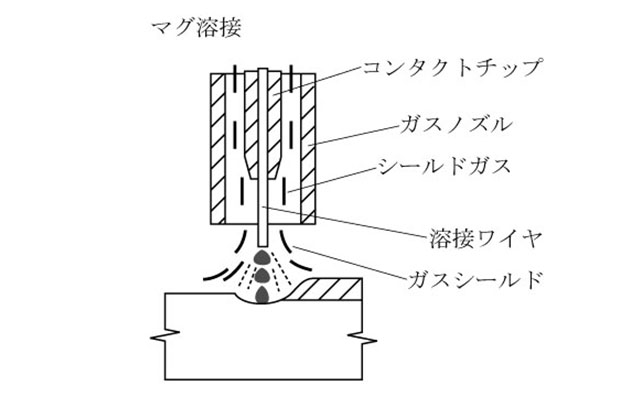
溶接という作業において、溶接部に大気が混入すると、大気中の不純物(窒素・酸素等)が溶接部の内部に欠陥として残留してしまいます。この欠陥は、当該工法が採用される屋外現場工事において多く発生し、品質上、重要な管理項目となります。
そこで、大気の混入を防ぐためそれを遮断する不活性ガスを使用します。この不活性ガスの効力が十分発揮された状況下でよい品質を得ることができます。
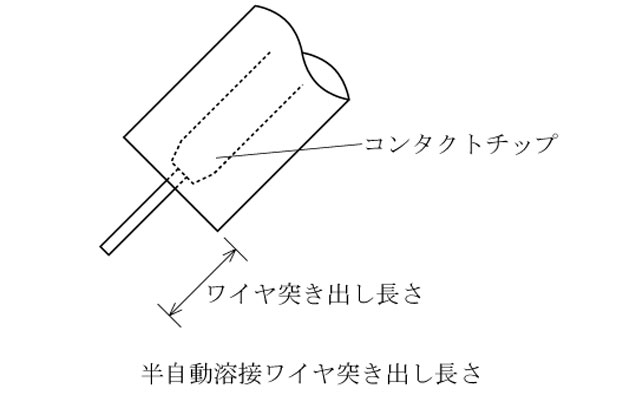
意外と大事、ワイヤ突き出し長さ
本工法では、上図の半自動溶接方法を使用します。半自動溶接の場合、溶接電流、溶接電圧が設定通りになり、シールドガスが溶接部に確実に届く距離、つまりコンタクトチップから溶着部までを「ワイヤ突き出し長さ」と称し、溶接欠陥が少なくなる距離を一般的に定めてあります。通常15~25mm(溶接ワイヤメーカー)が理想とされています。
このワイヤ突き出し長さが長すぎたり短すぎたりすると、溶接箇所の狙いが不充分であったり、溶接中の電流・電圧が変化し、所定の溶込みが得られず、内部欠陥が多く発生する要因となります。
鉄筋継手の場合のワイヤ突き出し長さ
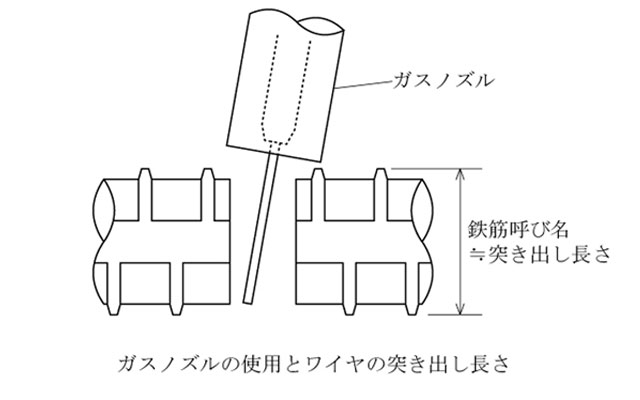
建築・土木の鉄筋継手において通常使用される鉄筋の径(呼び名)は、D19~D51です。狭い開先間隔のため、図に示すようにガスノズルを開先内に収めることができません。(仮に収めることができても、開先内でワイヤを動かすことができない)。
したがって、ワイヤの突き出し長さが呼び名によっては理想の長さより極端に長くなってしまい、前述したとおり電流・電圧が安定せず良好な溶接を得ることができません。
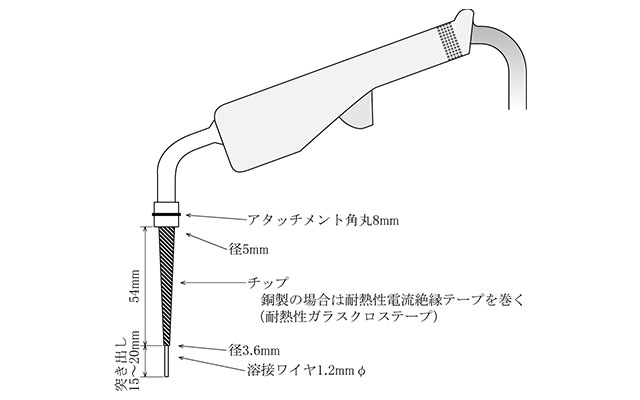
では、どうすればいいのか?
本工法のワイヤ突き出し長さは、狭隘な開先の中でも理想とされる長さを保つことができます。それは、太いガスノズルを使用せず、図に示すようにチップ(コンタクトチップ)のみで溶接することが可能だからです。
それでは、溶接部のシールドはどの様に行うのか?それがエンクローズ溶接の最大の特徴になるのです。が、それは後述します。
鉄筋溶接継手の裏側
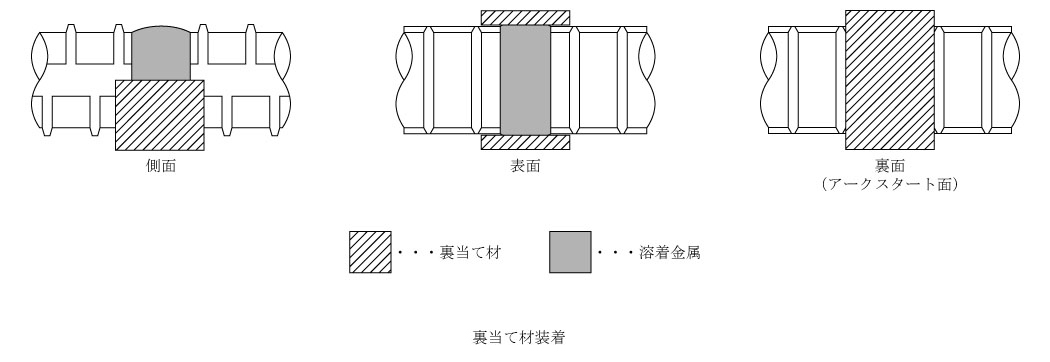
溶接継手は、その溶着金属が流出しないよう、多くの工法には下図に示すような「裏当て材」と称されるものを使用します。
銅製の裏当てを使用した工法です。溶接完了後もそれが外れることはなく、溶接部の外観検査において、特に欠陥が発生しやすいアークスタート部(裏側)の検査ができません。
また、銅製以外の材料を使用する工法もありますが、材料に吸湿性があり、吸湿した状態で溶接すると、アーク熱でその水分が蒸発し欠陥として残留します。また、溶接終了後、その裏側に付着した裏当て材が完全除去されない場合、最悪、型枠内に残留し、コンクリートに混在することもあります。
溶接部(本工法の外観形状)

【鉛直表】

【鉛直裏】

【鉛直側】

【水平表】

【水平裏】

【水平側】
本工法の施工状況

